线束实际加工过程中由于线束的复杂程度不同,客户需求不同,加工过程的模式就不同。对于复杂线束、客户高要求线束加工均需要依据二维线束图纸,将图纸中的尺寸1:1 进行展开、布局,形成线束工装板图,便于线束加工。
线束工装板图是一线员工在线束产品加工过程、组装工序中,最直接的指导性技术文件。工装板图的直观性、通俗性直接影响组装员工的加工效率。线束外常用包扎辅材有:波纹管、胶带、纺织套管、德莎袖套胶带、编制套管、PVC 套管、PVC 布、尼龙编织套管、拉链式PVC 套管。A、线束导线外半叠式包胶(胶带密缠)、局部包胶(胶带点缠)、粗包胶(胶带花缠)。B、线束外辅材的包扎方式:半叠式包胶(胶带密缠)、局部包胶(胶带点缠)、粗包胶(胶带花缠)。C、不同部位包扎使用的胶带类型也不同,包含:布基胶带、绒布胶带、PVC 胶带、海绵胶带、网格胶带等。
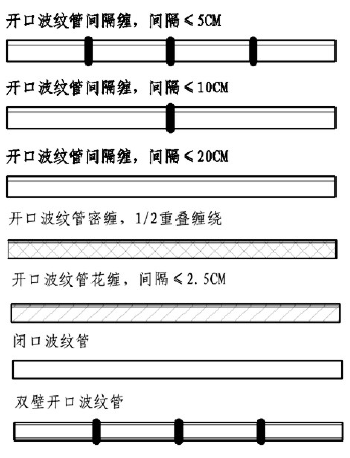
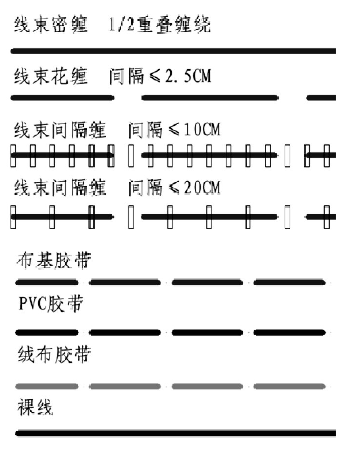
针对上述辅材及包扎方式,线束工装板图在表示方式初期设定时,不同线束分支的辅材装配方式的图示选型尤其重要。下面对常见的管外包扎方式及线束包扎举例说明,如下图1 和图2:
产品加工过程中,为提升产能保证产品的产出效率,线束工装板经常以转动流水线的形式布局,因而工装板的版幅就受到了限制。
考虑到人机工程匹配度问题,工装板的宽度通常在90 厘米左右,转动流水线的加工模式对工装板的长度也需做一定的约束,通常有4 米和6 米左右两种尺寸的版幅。
产品的需求不同,工装板图中三维分支走向、具体的分支点包扎方式也就不同。常见的分支点的包扎方式有:Y 型/T型/十字型/爪型。通常情况下:在没有三维走向图的情况下,参照主机厂给定的二维线束图纸进行分支走向布局,若有三维走向图严格参照执行。线束工装板图严格按照设计要求的尺寸进行1:1 布局。布局过程以图纸为主,加工便捷性为辅进行设计。如果遇到特殊的插接器和特殊分支,分支点不能放置于工装板图布局的拐点。在布局过程中,工装板的更大尺寸有限定,因此对于总长比较长的线束,难免在线束工装板图布局过程中会有折弯的情况,折弯时为减少对流水线挂线过程导线的损耗,拐点的角度建议不小于90 度。





